
22年专注于自动化灌装生产线一站式解决方案
食品、日化、医疗及汽车用品行业 欢迎来样试机
15811882441
7*24小时服务电话
22年专注于自动化灌装生产线一站式解决方案
食品、日化、医疗及汽车用品行业 欢迎来样试机
7*24小时服务电话

——实现企业生产智能化 - 连续化 - 高效化——

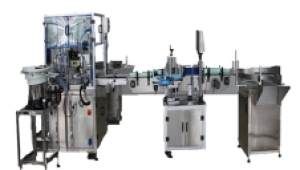
半自动气雾剂灌装机型号YX-ASF500 三合一喷雾罐灌装密封推进剂设备


三合一气雾罐充封气体推进剂设备示意图


● 本机适用于压缩空气、碳氢化合物、氟利昂、二甲醚、氮气、二氧化碳等介质的灌装。可生产各种气雾剂产品。
● 空压机设备全新应用的灌装系统,适合任意粘度的定量灌装。无需配置膏体灌装机,可节省大量资金。
● 可连续自动完成吹气、加料、灌装、封口。独创的技术设计,操作方便省时省力。
● 德国PTFE密封件,耐磨,使用寿命长达5年以上。
● 灌装端单独控制,不灌装不排料;采用定向封口,封口质量高。充电端定向充气方式准确高效,耗气量极小。
● 该机处于目前同行业先进水平。已远销欧洲、美洲、非洲、东南亚等地。设置气雾剂工厂是最佳选择
气雾剂喷雾罐灌装机技术参数:
型号YX-ASF500
灌装量(ml):20-750ml(规格可按要求制作);
灌装精度:≤±1%
气体体积(ml):20-450ml
气体精度:≤±1%
封口精度:≤±1%
工作压力:0.65-1.0MPa
可用阀门:1”(25.4mm)
生产能力:5000-6000罐/天
最大耗气量:0.8(m3/min)
适用气雾罐直径:35-65(mm)
适用气雾罐高度:80-350(mm)
包装尺寸及重量:
灌装机: 1000*590*1590mm 180KG
增压泵: 500* 450*600mm 38KG
YX-ASF500型除臭气雾剂喷雾罐灌装密封推进剂机三合一灌装设备香水说明书
该机型号YX-ASF500由三部分组成:
1、第一节:LG系列半自动灌装机操作手册
2、第二节:FG1半自动气雾罐封口机
3、第三节:PG系列半自动火药加注机
下面详细介绍了三部分的基本信息
第一节:LG系列半自动灌装机操作说明书
一、功能及特点
LG系列半自动灌装机充分吸收了瑞士Pamasol公司先进的灌装机技术,具有灌装速度快、灌装量准确、重复精度高、密封性能可靠、防腐能力强、维护要求简单等特点。该机广泛用于气雾剂产品及其他液体介质的定量灌装。
二.主要技术规格
型号 | YX-ASF20 | YX-ASF50 | YX-ASF100 | YX-ASF200 | YX-ASF500 | YX-ASF600 | |||
最大灌装范围 (ml) | 20 | 50 | 100 | 200 | 500 | 630 | |||
灌装精度 | ±1.5% | ±1.0% | |||||||
适用罐子 尺寸 | 高度 (mm) | 50~160 | 60~350 | ||||||
直径 (mm) | 16~60 | 20~100 | |||||||
工作气压(Mpa) | 0.45~0.7 | ||||||||
最大耗气量(l/min) | 40 | 50 | 100 | ||||||
生产速度 (罐/小时) | 1200~1500 | 800~1200 | |||||||
机器尺寸 (mm) | 900×500×1500 | ||||||||
三.基本结构及原理

LG系列半自动灌装机气动原理如图1.1、1.2所示,由灌装头、含量测量装置、气动元件组成。 其工作过程如下:首先将容器中的液体内容物抽出,进入计量装置,然后调节指示鼓对内容物进行定量。 将气雾罐放置在机器操作平台上,踩下“点动”踏板K1,使二位五通双气换向阀V1换向; 当灌装头内小气缸下腔流入空气时,打开灌装头开始灌装作业; 同时,计量装置气缸上腔流入空气,将计量装置进料筒中定量的内容物推入灌装头,然后将内容物压入气雾罐(注意:如果有内容物会喷出) )灌装作业完成后,计量装置上气缸的活塞将连接板内的控制阀K2压下,控制空气阻抗器反转二位、五位。 路和双气换向阀V1。 此时,计量装置中的上气缸的下腔和灌装头中的小气缸的上腔将进气,自动恢复并等待下一次灌装操作。
四. 安装、设置和操作
1、将机器安装在平坦坚实的地面上,调整操作平台地脚螺钉,使操作平台稳定在水平面上;
2、将气源连接至灌装机气源接头入口;
3、灌装量的设定:设定前需关闭灌装机气源接头处的泄压阀,等待机内压缩空气排空; 或将测量装置侧面的手动管道排气阀拉至排气位置进行排气; 逆时针转动指示鼓将增大音量,顺时针转动指示鼓将减小音量。 当得到所需的灌装量时,打开泄压阀,使压力恢复到0.45~0.7Mpa; 或恢复测量装置侧面的手动放气阀。 在此基础上,重复灌装操作,直至得到所需的灌装量。
4、灌装头高度设置:先松开载玻片支架侧面的锁紧螺钉,转动手轮调节载玻片支架的高度。 根据不同罐头的高度和尺寸,调节灌装头,使罐头进出自如。 同时,灌装头应尽可能靠近罐头。 调整完毕后,将滑座侧面的锁紧螺钉拧紧。
5、气雾罐位置的设置:首先松开操作平台上两个定位块的紧固螺钉; 调整挡块位置,保证气雾罐与灌装头同心。 然后,再次拧紧螺丝。
6、运行速度的设置:不同粘度的液体介质对灌装速度的要求不同。 调整前,首先拧紧计量装置一侧的单向节流阀,踩下脚踏阀(点动)进行试灌装; 运行时缓慢松开单向节流阀; 在确保每次灌装量符合允许误差范围、运转速度适当、运行平稳的前提下,拧紧单向节流阀。
7、检查以上调整程序后,开始灌装作业。 将气雾罐置于两个定位块之间并靠近定位块; 踩下(微动)脚踏阀K1,完成灌装。 在调节过程中,如果气缸不能恢复到初始位置,可以使用操作平台前面的按钮K3进行重新定位。 注意:在调整和操作过程中,如果出现异常情况,请按K3按钮恢复机器。 查明并排除故障后,即可重新启动机器。
五、故障分析及排除
踩(微动)脚踏阀后无反应即使按下按钮阀,机器也无法恢复灌装精度低故障 | 原因 | 解决办法 |
踩(微动)脚踏阀后无反应 | 1、测量装置连接板机械控制阀漏气,出气管始终含有空气。 | 1.更换机械控制阀内部的密封圈或弹簧 2、清洗或更换按钮阀K3 3、清洗或更换二位五通双气换向阀 4、清洗或更换梭阀 |
即使按下按钮阀,机器也无法恢复 | 踏板阀受阻或泄漏 | 1、更换脚踏阀内部密封圈 2.更换脚踏阀内部弹簧 3.更换脚踏阀 |
| 灌装精度低 | 1、容器内液体介质低于泵送管道,使空气进入管道内。 2.测量装置上筒室内空气混合。 | 1、补充液体介质; 进行测试填充; 清空水箱 2、更换活塞上的QY密封圈或活塞内部的O型密封圈 3、更换活塞上的L型密封圈 4、清除异物或更换密封垫片 5、清除异物或更换密封垫片 |
灌装头滴水 | 1、系统压力低 | 1. 等待压力稳定 |
测量装置连接板漏气 | 测量装置连接板铜套内QY聚氨酯密封圈失效 | 更换QY密封圈 |
机器操作不灵活 | 1、气压低 2、接头漏气 | 1、调节气源压力 2、紧固或更换接头 |
六. 维修和保养
1、不要在操作平台上撞击或弯曲气管;
2、机器应定期清洗保养,检查接头或阀门处是否漏气;
3、供气接头入口处的油水分离器要经常脱水,避免水分进入管道,生锈阀门。 润滑器也应经常加油。
4、所有运动部件均应加润滑油润滑。
5、检查所有紧固件是否有松动现象;
6、液体过滤器应经常清洗。
第二节:FG1半自动气雾罐封口机
一、功能及特点
FG1半自动气雾罐封口机充分借鉴了瑞士Pamasol公司先进的灌装机技术,封口速度快,封口质量可靠,操作、调整、维护简单。 本机专用于全球通用1英寸气雾阀的内充气密封。
二. 主要技术规格
封口直径可调 (mm) | (26.5~28.5)±0.15 | |
封口深度可调 (mm) | (0~7)±0.15 | |
适用罐子 | 高度(mm) | 60~350 |
直径 (mm) | 20~100 | |
工作气压 (MPa) | 0.45~0.7 | |
最大耗气量 (l/min) | 50 | |
生产速度 (can/h) | 1200~1500 | |
尺寸 (mm) | 900×500×1500 | |
重量 (kg) | 61 | |
三. 基本结构及原理
FG1半自动气雾罐封口机的气动原理如图1所示,由两组气缸组成。 下气缸(压缩气缸)驱动密封头将待密封的气雾剂压紧,而上气缸则完成密封操作。 工作程序如下:将待密封的气雾罐放置在机器操作平台上,踩动(点动)踏板K1使二位五通双气换向阀V1换向, 使下气缸的上腔室流入空气。 在此基础上,密封头下降,使调节环压紧气雾阀。 此时,下缸活塞杆凹面进入缸内,发出信号,使二位三通单气换向阀V2换向。 此时,上气缸的上腔室将进气以进行密封操作。 密封完成后,上缸活塞将机械控制行程阀K2压下,发出信号使二位三通单气换向阀V1换向。 然后,上气缸的下室开始进气。 封口气缸的活塞恢复后,下气缸也将沿行程恢复。 至此,一次密封程序完成,等待下一步操作。
四. 安装、调试及运行
1、将机器安装在平坦坚实的地面上,调整操作平台地脚螺钉,使操作平台稳定在水平面上;
2、将气源连接至气源处的二元接头,打开调压阀,调节工作压力在0.45~0.7MPa。
3、密封直径的设置:密封直径是指气雾阀盖上压市场的中心直径。 该参数的设置非常重要,它将直接影响产品的气密性以及端盖的使用寿命。 出厂前已完成粗调,用户无需重新调整。 因此,当气雾罐尺寸发生变化时,只需调整该参数即可。 调节该参数时,按下密封体顶部的两个锁紧销(内装弹簧),旋转中心体即可调节直径。 如果向上旋转,尺寸会增大,如果向下旋转,直径会减小。 每次调节时,密封缸上腔可进气。 用卡尺测量调整后的封头直径(测量时需踩脚踏阀),直至达到标准。 本机封头直径可在Φ27.2~Φ27.6左右调节。 先进的工厂可以使用密封直径仪来测量气雾阀的密封直径。 测量值应为27.3±0.15为佳。
4、密封深度的设置:密封深度是指压痕中心距气雾阀盖上端面的距离。 出厂前已完成粗调,用户无需自行重新调整。 因此,当气雾罐尺寸发生变化时,只需调整该参数即可。 调节前,将密封体按钮处的两个锁销(内装弹簧)向上压,旋转调节环即可调节密封深度。 如果向上旋转,深度会增加,如果向下旋转,尺寸会减小。 准确的密封深度可以用深度尺测量,即从基面到密封头底端的距离。 本机封口深度可调至5.7±0.15mm。 先进的工厂可以使用密封深度测量仪来测量气雾阀的密封深度。 测量值应以5.2±0.1为佳。
5、封头高度设置:先松开滑座侧面的锁紧螺钉,然后旋转手轮调节滑座高度。 根据不同气雾罐的高度和尺寸,气雾罐应能在封口头下方自由移动,以保证压合和封口操作的高效进行。 一般情况下,在不供气的情况下,封头上深度调节环的底部应低于气雾罐罐口10~15mm。 调整完毕后,拧紧滑座侧面的锁紧螺钉。
6、气雾罐定位的安装:首先松开操作平台上两个定位块的紧固螺丝; 调整挡块位置,保证气雾罐与灌装头同心。 然后,再次拧紧螺丝。
7、运行速度的设定:拧紧测量装置一侧的单向节流阀; 运转时慢慢松开单向节流阀,直至速度合适、运转平稳为止; 拧紧单向节流阀。
8、检查以上调整程序后,开始封口作业。 将气雾罐置于两个定位块之间并靠近定位块; 踩下(点动)脚踏阀K1,完成密封。 在调节过程中,如果气缸不能恢复到初始位置,可以使用操作平台前面的按钮K3进行重新定位。

五、故障分析及排除
密封后机器恢复失败,除非按下按钮阀气溶胶阀已按下但未密封故障 | 原因 | 解决办法 |
踩(微动)脚踏阀后无反应 | 1、测量装置连接板机械控制阀漏气,出气管始终含有空气。 | 1.更换机械控制阀内部的密封圈或弹簧 |
密封后机器恢复失败,除非按下按钮阀 | 1、封口气缸一侧机械控制阀错位 | 1.重新调整机械控制阀的位置 2. 拧紧松动的螺丝 3、清洗或更换梭阀 4.更换信号阀销 |
即使按下按钮阀,密封后机器也无法恢复 | 踏板阀受阻或泄漏 | 1、更换脚踏阀内部密封圈 |
气溶胶阀已按下但未密封 | 1、阀门压紧时,下缸活塞杆凹面未能进入缸内 | 1.重新调整载玻片支架的高度 2.更换O型圈 3、清洗或更换二位三通单气换向阀 4.更换活塞上的O型圈 |
密封产品密封性差 | 1、密封直径不正确 | 1.重新调整封口直径 |
封口后“挂罐” | 1、密封头与锥轴之间出现拉毛或咬死现象 | 1、拆下零件后,用砂纸打磨并润滑零件; 或更换零件 |
机器操作不灵活 | 1、气压低 | 1、调节气源压力 |
六. 维修和保养
1、不要在操作平台上撞击或弯曲气管;
2、机器应定期清洗保养,检查接头或阀门处是否漏气;
3、供气接头入口处的油水分离器要经常脱水,避免水分进入管道,生锈阀门。 润滑器也应经常加油。
4、所有运动部件均应加润滑油润滑。
5、检查所有紧固件是否有松动现象;
6、应定期检查密封头的密封直径和密封深度。
第三节:PG系列半自动推进剂灌装机

一、功能及特点
PG系列半自动推进剂灌装机充分吸收了瑞士Pamasol公司先进的灌装机技术,具有灌装速度快、灌装量准确、重复精度高、密封性能可靠、操作维护简单等特点。 该机广泛用于气雾剂产品推进剂的定量灌装。
二. 主要技术规格
型号 | PG20 | PG50 | PG100 | PG200 | PG400 | PG500 | ||||||
灌装范围 (ml) | 20 | 50 | 100 | 200 | 400 | 500 | ||||||
灌装精度 | ±1.5% | ±1.0% | ||||||||||
适用罐尺寸 | 高度 (mm) | 50~160 | 60~350 | |||||||||
直径 (mm) | 16~60 | 20~100 | ||||||||||
工作气压 (Mpa) | 0.45~0.7 | |||||||||||
最大耗气量 (l/min) | 40 | 50 | 100 | |||||||||
生产速度 (罐/小时) | 1200~1500 | 800~1200 | ||||||||||
尺寸 | 灌装 (mm) | 900×500×1500 | ||||||||||
泵 (mm) | Φ300×600 | |||||||||||
三. 基本结构及原理
PG系列半自动推进剂灌装机气动原理如图1.1、1.2所示,由灌装头、推进剂、含量测量装置、推进剂增压泵、气动元件等组成。 其工作过程如下:首先将推进剂从钢瓶或容器中泵出,通过增压泵加压至1~1.2MPa,然后注入测量装置。 调整指示鼓以量化推进剂。 将密封气雾罐放置在机器操作平台上,踩“点动”踏板K1,使二位五通双气换向阀V1换向; 当灌装头内小气缸的上腔流入空气时,灌装头将紧压气雾罐,灌装口打开。 同时,测量装置气缸上腔会流入空气,将测量装置进料气缸中定量的推进剂推入灌装头,然后将推进剂压入气雾罐中(注意:如果有推进剂会喷出) )灌装作业完成后,计量装置上气缸的活塞将连接板内的控制阀K2压下,控制空气阻抗器反转二位、五位。 路和双气换向阀V1。 此时,计量装置中的上气缸的下腔和灌装头中的小气缸的下腔将进气,自动恢复并等待下一次灌装操作。
四. 安装、设置和操作
1、将机器安装在平坦坚实的地面上,调整操作平台地脚螺钉,使操作平台稳定在水平面上;
2、将增压泵放置在地面上,并将推进剂源连接到增压泵的入口处(注意:盛装推进剂的钢瓶最好倒置)。 将增压泵出口连接至灌装机(右侧下角),然后将灌装机按钮阀K3上的排气口连接至二位五通双气上的梭阀 增压泵处换向阀V2(二位五通双气换向阀V2不换向时使用)。
3、将气源分别连接到灌装机增压泵入口和气源处理器二元接头上。
4、打开增压泵系统气源处理器二元接头上的调压阀,调节供气压力。 增压泵输出推进剂的压力应稳定在1~1.2MPa左右。
5、灌装量的设定:调整前,应关闭灌装系统气源处理器二元接头处的泄压阀。 等待系统内所有压缩空气排空; 或将测量装置侧面的手动管道排气阀拉至排气位置进行排气; 逆时针转动指示鼓将增大音量,顺时针转动指示鼓将减小音量。 当得到所需的灌装量时,打开泄压阀,使压力恢复到0.45~0.7Mpa; 或恢复测量装置侧面的手动放气阀。 在此基础上,重复灌装操作,直至得到所需的灌装量。
6、灌装头高度设置:先松开载玻片支架侧面的锁紧螺钉,转动手轮调节载玻片支架的高度。 根据不同罐头的高度和尺寸,调节灌装头,使罐头进出自如。 同时,灌装头应尽可能靠近罐头。 调整完毕后,将滑座侧面的锁紧螺钉拧紧。
7、气雾罐位置的设置:首先松开操作平台上两个定位块的紧固螺钉; 调整挡块位置,保证气雾罐与灌装头同心。 然后,再次拧紧螺丝。
8、运行速度的设定:拧紧测量装置一侧的单向节流阀; 运行时缓慢松开单向节流阀; 在确保每次灌装量符合允许误差范围、运转速度适当、运行平稳的前提下,拧紧单向节流阀。
9、检查以上调整程序后,开始灌装作业。 将气雾罐置于两个定位块之间并靠近定位块; 踩下(微动)脚踏阀K1,完成灌装。 调整过程中,如果气缸无法恢复到初始位置,可以使用操作平台前面的按钮K3进行重新定位。 注意:在调整和操作过程中,如果出现异常情况,请按K3按钮恢复机器。 查明并排除故障后,即可重新启动机器。 另外,脚踏阀K1可以与按钮阀K3配合完成推进剂加注的操作。 具体步骤如下:首先踩(微动)脚踏阀K1; 根据所需体积估算填充时间; 时间到后,立即按下按钮阀K3,使气缸复位,完成补装。
五、故障分析及排除
故障 | 原因 | 解决办法 | ||
踩下(微动)踏板阀后无反应 | 1、测量装置连接板机械控制阀漏气,出气管始终含有空气。 | 1.更换机械控制阀内部的密封圈或弹簧 | ||
即使按下按钮阀,机器也无法恢复 | 踏板阀受阻或泄漏 | 1、更换脚踏阀内部密封圈 | ||
灌装精度有误 | 1、增压泵输出推进剂压力低 6、测量装置上筒下、上腔空气混合 | 1、调节增压泵供气压力 7、更换活塞上的L型密封圈 | ||
灌装头泄漏 | 1、灌装头弹簧失效 | 1.更换弹簧 | ||
灌装头与阀杯连接处漏气 | 1、灌装头与阀杯连接处聚氨酯垫片损坏 | 1.更换聚氨酯垫片
| ||
增压泵系统异常 | 1、供气压力低 6、增压泵上缸活塞上密封圈失效 | 1.重新调整供气压力 6.更换密封圈 | ||
① 推进剂测量装置中间的连接板; ②增压泵中间连接板压缩空气泄漏 | 1、推进剂计量装置连接板窗口铜套内QY聚氨酯密封圈失效 2.增压泵连接板窗铜套内QY型聚氨酯密封圈失效 | 1.更换QY密封圈 | ||
① 推进剂测量装置中间的连接板; ②增压泵中间连接板泄漏推进剂 | 1. 推进剂测量装置连接板窗口铜套内密封圈失效 2. 增压泵连接板窗口铜套内密封圈失效。 | 1. 用专用工具拧紧螺钉或更换密封圈 | ||
机器操作不灵活 | 1、气压低 | 1、调节气源压力 | ||





扫一扫关注微信公众号



0755-86718316
15811882441

请扫客服二维码咨询







 拨打电话
拨打电话 关于我们
关于我们 贴标机
贴标机 返回首页
返回首页